A Deep Dive with Veriform’s Metal Fabrication Experts
In the rapidly evolving landscape of metal fabrication and welding, laser welding technology stands out for its precision, efficiency, and versatility. As industries from aerospace to automotive increasingly rely on this advanced technique, understanding the workings of a laser welding machine becomes essential. Veriform, a company at the forefront of metal fabrication and specialized welding services, provides an expert overview of how laser welding machines operate and their significance in modern manufacturing.
The Fundamentals of Laser Welding
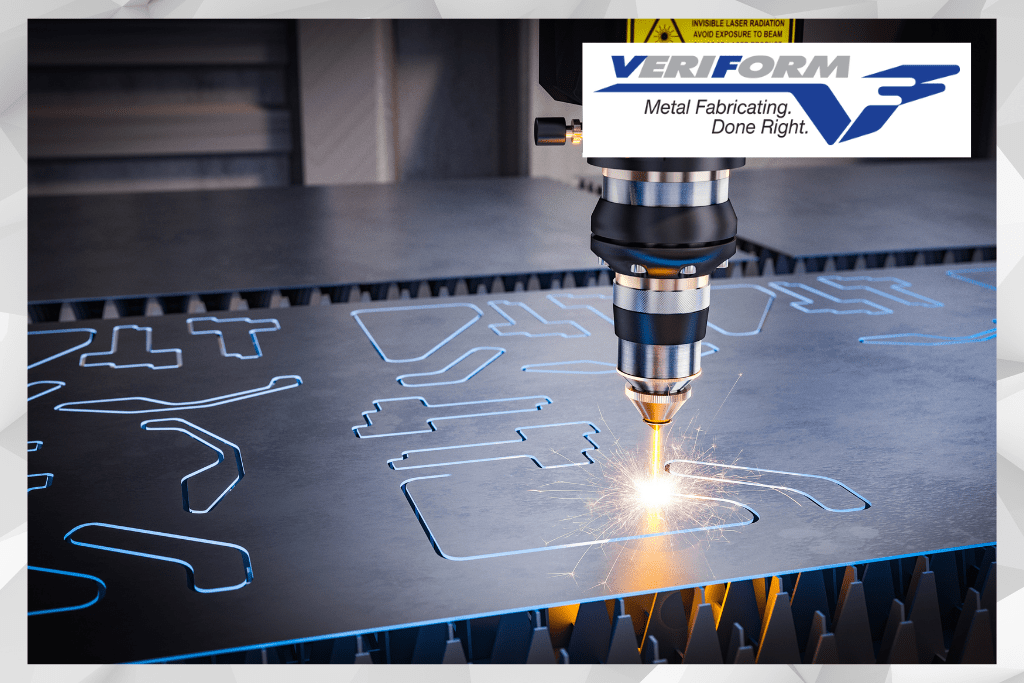
Laser welding employs a concentrated beam of light to fuse materials together. This process is distinguished by its ability to focus a high amount of energy into a small, precise area, allowing for deep penetration welds with minimal heat spread. Here’s a step-by-step look at how a laser welding machine operates:
1. Generating the Laser Beam
The core of a laser welding machine is its laser source, which generates a beam through the stimulation of a lasing medium by electrical discharges or lamps. The most commonly used lasers in welding are fiber lasers and CO2 lasers, each suitable for different materials and applications.
2. Beam Delivery and Focusing
Once generated, the laser beam is directed toward the workpiece using a series of mirrors or a fiber optic cable. Arriving at the welding head, the beam is then focused to a precise point using lenses or a curved mirror. This focused beam is what makes laser welding so effective for detailed and high-strength welds.
3. Material Fusion
When the focused laser beam hits the material, its intense energy heats and melts the material in a localized area, allowing two or more parts to be fused together. The depth and strength of the weld are controlled by the laser’s power, the duration of exposure, and the speed at which the beam moves across the material.
4. Cooling and Solidification
After the laser passes, the molten material cools and solidifies quickly, forming a strong, precise weld. This rapid cooling also helps minimize the heat-affected zone (HAZ), preserving the properties of the material around the weld.
Advantages of Laser Welding
Veriform’s adoption of laser welding technology is driven by its numerous benefits, including:
Precision: The ability to focus the laser beam on a very small area allows for intricate welds on delicate components.
Speed: Laser welding is faster than traditional welding methods, enhancing production efficiency.
Versatility: Capable of welding a variety of materials, including metals that are difficult to weld by conventional means.
Quality: Produces high-quality welds with low distortion and a clean appearance, reducing the need for post-weld finishing.
Applications in Metal Fabrication
Laser welding’s precision and versatility make it ideal for a wide range of applications, such as:
Automotive Manufacturing: For welding components with precision and strength, contributing to lighter and safer vehicles.
Aerospace Industry: In the fabrication of aircraft parts, where the integrity of each weld is critical.
Medical Devices: For assembling small, complex devices where traditional welding methods are impractical.
Veriform’s Expertise in Laser Welding
At Veriform, our extensive experience in metal fabrication and welding positions us as a leader in utilizing laser welding technology. Our state-of-the-art laser welding machines, combined with our skilled technicians, allow us to offer unmatched precision and quality in our welding services. We’re committed to pushing the boundaries of what’s possible in metal fabrication, leveraging the latest technologies to meet our clients’ needs.
Conclusion
Understanding how a laser welding machine works illuminates the possibilities and advantages it brings to metal fabrication and welding. With its precision, speed, and versatility, laser welding is transforming manufacturing processes across industries. Veriform remains at the cutting edge of this transformation, offering expert laser welding services that meet the highest standards of quality and efficiency.
For those looking to harness the power of laser welding in their projects, partnering with Veriform means choosing a leader in metal fabrication and welding innovation. Visit us to explore how our laser welding capabilities can enhance your manufacturing processes and products.
Exploring the History with Veriform’s Metal Fabrication Experts
Laser welding, a cornerstone technology in the fields of metal fabrication and welding, represents a pinnacle of precision engineering and innovation. Its inception marks a significant leap forward in manufacturing capabilities, offering unmatched precision, efficiency, and flexibility. As a leader in specialized welding and metal fabrication services, Veriform delves into the origins of laser welding to shed light on its revolutionary impact on the industry.
The Dawn of Laser Welding
Laser welding was invented in the 1960s, shortly after the first working laser was introduced by Theodore H. Maiman in 1960. This groundbreaking discovery set the stage for a new era in manufacturing technologies. The development of laser welding technology was driven by the growing need for precise, high-quality welding methods that could meet the demands of rapidly advancing industries such as aerospace, automotive, and electronics.
The Evolution of Laser Technology
The first lasers used for welding were ruby lasers, characterized by their ability to produce intense, focused beams of light. However, the quest for more efficient and practical welding solutions led to the development of gas lasers, such as the carbon dioxide (CO2) laser in the mid-1960s, which offered greater power and efficiency for industrial applications. This was followed by the introduction of the neodymium-doped yttrium aluminum garnet (Nd:YAG) laser, which further expanded the possibilities for laser welding with its ability to be transmitted through optical fibers, allowing for greater flexibility and control in welding operations.
The Impact on Metal Fabrication and Welding
The invention of laser welding technology revolutionized the metal fabrication and welding industry. It introduced a level of precision and control previously unattainable with traditional welding methods. The key benefits of laser welding include:
High Precision and Accuracy: Laser welding provides unparalleled precision, making it ideal for intricate and detailed welding tasks.
Minimal Heat Input: The focused nature of the laser beam minimizes heat input, reducing distortion and the heat-affected zone (HAZ) in the welded materials.
Versatility: Laser welding can be applied to a wide range of materials, including metals that are challenging to weld using conventional methods.
Increased Efficiency: The speed and efficiency of laser welding have significantly improved production times and reduced costs in manufacturing processes.
Veriform’s Integration of Laser Welding
At Veriform, the integration of laser welding technology into our metal fabrication and welding services underscores our commitment to innovation and excellence. By harnessing the capabilities of laser welding, we are able to offer our clients superior quality, precision, and efficiency in their projects. Our expertise in laser welding allows us to tackle complex welding challenges, ensuring that we meet the stringent requirements of industries where precision and reliability are paramount.
Looking Ahead: The Future of Laser Welding
As we look to the future, the potential for laser welding continues to expand with advancements in laser technology and materials science. The ongoing development of fiber lasers and the exploration of new laser mediums promise even greater efficiency, control, and application possibilities. Veriform remains at the forefront of these technological advancements, continually exploring new ways to leverage laser welding technology to enhance our metal fabrication and welding capabilities.
Conclusion
The invention of laser welding in the 1960s marked a turning point in the field of metal fabrication and welding, offering a new dimension of precision and efficiency. Today, Veriform proudly continues the tradition of innovation that laser welding represents, delivering state-of-the-art welding solutions to our clients. As we embrace the future of manufacturing, our commitment to excellence and innovation ensures that we remain leaders in the industry, pushing the boundaries of what’s possible in metal fabrication and welding.
For more information on how Veriform’s advanced laser welding capabilities can benefit your next project, visit us today. Together, we can achieve the precision, efficiency, and quality your projects demand.
Unveiling the Strength Behind Veriform’s Precision Welding
In the intricate world of metal fabrication and welding, strength and durability are paramount. With the advent of laser welding technology, industries across the board are reevaluating their manufacturing processes to incorporate this advanced technique. But the pressing question remains: Are laser welds strong? Veriform, a leading name in metal fabrication and specialized welding services, sheds light on the robustness of laser welding and how it stands up to traditional welding methods.
The Strength of Laser Welding Explained
Laser welding, known for its precision and efficiency, employs a concentrated laser beam to fuse metal parts. This method is celebrated for producing high-quality joins with minimal heat input, leading to less distortion and a cleaner finish. But how does the strength of laser welds compare to more conventional welding techniques?
Key Factors Contributing to the Strength of Laser Welds
Focused Heat Source: Laser welding’s concentrated heat source results in deeper penetration and a narrower weld, which contributes to a higher strength-to-width ratio compared to traditional welding methods.
Minimal Heat Affected Zone (HAZ): The precision of laser welding limits the heat-affected zone, preserving the material’s original properties and strength near the weld.
Reduced Material Stress: With less heat input and distortion, laser welded joints experience reduced residual stress, enhancing the overall strength of the welded structure.
Veriform’s Approach to Maximizing Weld Strength
At Veriform, we understand that the strength of a weld is critical to the integrity and performance of the final product. Our approach to laser welding incorporates several best practices to ensure maximum weld strength:
Optimal Material Preparation: Clean and properly prepared surfaces are crucial for strong laser welds. Veriform ensures meticulous surface preparation to enhance weld quality.
Advanced Laser Welding Equipment: Utilizing state-of-the-art laser welding technology allows for precise control over the welding process, ensuring consistent and strong welds.
Expertise and Quality Control: Our team of skilled technicians and rigorous quality control measures guarantee that every weld meets the highest standards of strength and durability.
Comparing Laser Welds to Traditional Welding
When compared to traditional welding methods, such as MIG (Metal Inert Gas) or TIG (Tungsten Inert Gas) welding, laser welds offer several advantages that contribute to their strength:
Precision and Control: Laser welding provides unparalleled control over the welding process, resulting in uniform and consistent welds.
Versatility: Capable of welding a wide range of materials and thicknesses with precision, laser welding is adaptable to various applications, further enhancing the strength and integrity of the joints.
Efficiency and Productivity: Faster welding speeds and the ability to automate the laser welding process lead to increased productivity without compromising weld strength.
Applications Benefiting from Strong Laser Welds
The strength and reliability of laser welds make them ideal for critical applications across various industries:
Aerospace and Aviation: For lightweight yet strong components that withstand extreme conditions.
Automotive Industry: In the manufacturing of safety-critical components where strength and precision are vital.
Medical Devices: Where precision and the integrity of welds can be a matter of life and death.
Veriform’s Commitment to Excellence in Welding
At Veriform, our commitment to leveraging the latest technologies in metal fabrication and welding is evident in our adoption and mastery of laser welding. Our dedication to quality, precision, and strength ensures that our clients receive products that not only meet but exceed their expectations.
Conclusion
The question of whether laser welds are strong is met with a resounding affirmation. Through advanced technology, meticulous processes, and a commitment to quality, Veriform demonstrates that laser welding is not only a viable option but a superior one for achieving strong, durable welds. As industries continue to evolve, the strength and efficiency of laser welding solidify its place as a cornerstone of modern manufacturing.
For those in search of a welding partner that prioritizes strength, precision, and reliability, Veriform stands ready to meet your needs. Explore how our laser welding services can elevate the quality and durability of your projects by visiting us today.
Insights from Veriform’s Metal Fabrication Experts
In the diverse world of metal fabrication and welding, aluminum stands out for its lightweight, strength, and corrosion resistance, making it a preferred material across various industries, including aerospace, automotive, and construction. As technology advances, one question often arises: Can you laser weld aluminum? Veriform, a leader in metal fabrication and welding, delves into this topic, offering professional insights into the capabilities and considerations of laser welding aluminum.
Understanding Laser Welding Aluminum
Laser welding is a cutting-edge technique that uses a high-intensity laser beam to fuse metal pieces. This process is renowned for its precision, speed, and ability to join metals with minimal heat input, making it ideal for sensitive applications. But when it comes to aluminum, a metal known for its reflective properties and high thermal conductivity, the question of feasibility comes into play.
The Challenges
Reflectivity: Aluminum’s high reflectivity can pose a challenge for laser welding, as it can reflect the laser beam away from the workpiece, reducing the efficiency of the welding process.
Thermal Conductivity: Aluminum’s rapid heat dissipation requires higher laser power or changes in welding techniques to ensure proper fusion.
Porosity: The risk of porosity, or the formation of gas pockets, is higher when laser welding aluminum due to its high affinity for oxygen.
Overcoming the Challenges
Despite these challenges, advancements in laser welding technology have made it possible to effectively weld aluminum. Veriform employs the following strategies to ensure high-quality laser welds on aluminum:
Utilizing Pulsed Lasers: Pulsed lasers can manage heat input more effectively, reducing the risk of warping and improving weld quality.
Welding in Controlled Environments: Performing the welding process in an inert gas atmosphere, such as argon, helps prevent oxidation and reduces porosity.
Pre-Weld Preparation: Cleaning the aluminum surfaces thoroughly before welding can significantly reduce issues related to reflectivity and porosity.
The Benefits of Laser Welding Aluminum
Choosing laser welding for aluminum offers several benefits:
Precision and Quality: Laser welding provides superior precision, making it suitable for complex and intricate designs.
Low Distortion: The minimal heat input leads to less metal distortion, preserving the integrity of the component.
Efficiency: Faster welding speeds and the ability to automate the process increase production efficiency.
Applications in Industries
Laser welding aluminum is revolutionizing manufacturing processes in multiple sectors:
Aerospace: For lightweight and high-strength components.
Automotive: In electric vehicle battery manufacturing and structural components.
Consumer Electronics: Where precision and aesthetics are critical.
Veriform’s Expertise in Laser Welding Aluminum
At Veriform, our expertise in metal fabrication and welding extends to the advanced technique of laser welding aluminum. Our state-of-the-art equipment, combined with our skilled team, allows us to tackle the unique challenges presented by aluminum. We are committed to delivering top-quality results, from intricate components to large-scale projects.
Conclusion
Laser welding aluminum is indeed possible and increasingly prevalent in industries seeking precision, efficiency, and quality. Despite the challenges, companies like Veriform are leading the way in utilizing this technology to its full potential, pushing the boundaries of what’s possible in metal fabrication and welding.
For businesses looking to leverage the benefits of laser welding aluminum, partnering with experienced fabricators like Veriform ensures that your projects are in capable hands. With our commitment to innovation and excellence, we help our clients achieve their manufacturing goals, delivering projects that meet the highest standards of quality and performance.
“Aluminum extrusion alloys are more than just a technical term; they’re the backbone of modern manufacturing.” This opening line sets the stage for our exploration into the world of these alloys, used extensively in everything from automobile frames to smartphone bodies.
Extrudability of Wrought Aluminum Alloys
Understanding Extrudability
Extrudability refers to how well an aluminum alloy can be pushed through a die to create intricate shapes. Think of it as the alloy’s ability to ‘play nice’ during the extrusion process.
Factors Affecting Extrudability
Several factors influence this property, such as the alloy’s composition and temperature during extrusion. The right balance ensures smoother manufacturing and better end products.
Wrought Aluminum Alloys for Extrusion
Common Wrought Alloys
We encounter wrought aluminum alloys daily without realizing it. These alloys, known for their ductility and strength, are perfect for extrusion.
Advantages in Extrusion
Why choose wrought alloys for extrusion? They offer a unique combination of lightness and strength, making them ideal for a range of applications.
Main Properties for Different Aluminum Alloy Series
Series 1xxx to 7xxx
Each series, from 1xxx to 7xxx, has distinct characteristics. For instance, 1xxx series alloys are known for their purity and electrical conductivity, while 7xxx series alloys boast exceptional strength.
Tailoring to Needs
Depending on the requirement – be it flexibility, strength, or corrosion resistance – there’s an aluminum alloy series to fit the bill.
The Best Aluminum Extrusion Alloys
Top Picks
When it comes to the best alloys for extrusion, some stand out. Alloys like 6061 and 6063 are often hailed as the go-to options for their balance of strength and formability.
Industry Favorites
These alloys are not just popular choices; they are industry staples in automotive and construction sectors for their reliability and versatility.
Which Aluminum Extrusion Alloy Should You Choose?
Assessing Your Needs
Choosing the right alloy depends on your project’s specific needs. Factors like strength, weight, and corrosion resistance play crucial roles.
Making an Informed Decision
It’s about matching the alloy’s properties to the intended application, ensuring efficiency and longevity in the final product.
Conclusion
In summing up, aluminum extrusion alloys are a fascinating subject, blending science and practicality. Whether it’s in the sleek design of a gadget or the robust frame of a building, these alloys play a critical role. Understanding their properties and applications not only aids in making better manufacturing choices but also deepens our appreciation for the everyday objects around us.